
使用說明
拓竹3D列印機新機開箱及設定使用說明
1) 機器開箱: 請看原廠影片(Youtube)或說明書 A1 combo: A1 combo開箱影片 H2D combo: H2D原廠開箱影片 原廠官網詳細說明: https://wiki.bambulab.com/zh/h2/manual/unboxing-ams-combo-and-laser-full-combo 注意事項: 1.機器開機螢幕顯示選擇地區,請選擇"亞太" 2. 箱型機型H2D/X1C/P1S請記得要拆除平台上的螺絲 2.軟體: 請至原廠官網下載 拓竹切片
FDM切片軟體說明 Slicing Software
目前免費的切片軟體很多,FDM最常用的是Cura。 溫度/列印速度/回抽速度...這幾個參數都會影響列印品質。(線徑必須設對1.75mm, 噴嘴孔徑一般是0.4mm若改用其他孔徑則必須要改)。PLA溫度在195~210之間,使用新品牌或新顏色的線剛開始可以先用205或200來印,觀察列印狀況來調高或降低3~5度。回抽速度PLA大約是40~50mm/s, 回抽長度3~6mm;ABS回抽速度建議是30mm/s, 回抽長度2~3mm。 降低牽絲主要是調低溫度及回抽加長有關、但回抽也不可以開太大否則會
光固化切片軟體赤兔Chitubox初次使用設定說明
第一次使用赤兔時要先設定機器,沒有設定正確的機型將無法讀取切片檔案。 (1) 在主畫面右邊點擊"設定"進入設定頁面 (2) 在設定頁面的左上方按加字圖形"+"進入選取機型的畫面,選取Phrozen然後找出您的機型,完成機型設定
LCD光固化使用說明及注意事項(內有Z軸校正影片)

(1) 機器 (以Phrozen Sonic Mighty 4k為例): (上面的鋁台稱為載台、下面的是料槽也稱為料盤VAT,盤底有離型膜FEP) 收到機器後,有紙本說明書(也有電子檔) a.檢查LCD b. 做調平 "調平"非常重要,不是調機器的水平、而是調鋁台跟LCD是否有適當貼平。 沒有調平好會導致物件沒有黏著在鋁台(掉在料槽)。請看說明書及影片。 c. 調平後用附的砂紙磨鋁台 (用力磨不用擔心哈,粗粗的才好讓物件黏著) d. 放入料槽(VAT)(也稱料盤),鎖緊料盤螺絲 e. 要印前樹
(重要! 必看! ) FDM調平台 (熱熔堆疊式3D列印機)
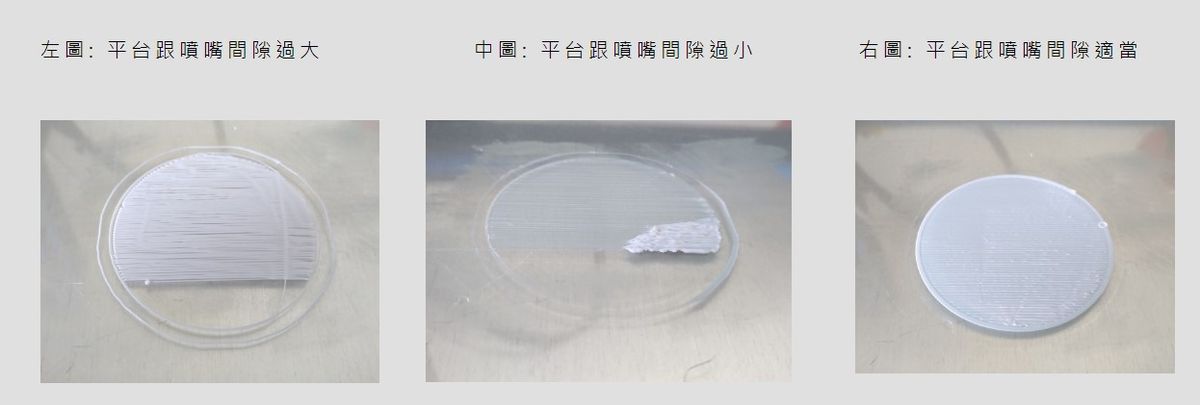
使用前,須要先調好噴嘴與平台的"間隙"。間隙要適當(大約一張A4薄紙厚度)才能成功列印第一層。這點非常重要!* 間隙太大印第一層會黏不住鬆脫(炒米粉、翹曲、或印到一半錯位鬆脫)* 太小會無法出料甚至刮到玻璃(擠出機發出異音)Note: 調平是指調平台跟噴嘴的"間隙"、不是調水平(與機器水平無關)。 所有第一次使用3D列印機的人的問題都是出在調平台,因此請使用者務必耐心研究做好調平、不須驚慌,過程是需要練習的。 調整的方式依機器的形式不同